一、循环流化床锅炉的防磨研究背景
随着环保要求的日益严格,人们对环保的意识日益增加,新型、高效、低污染的清洁燃烧技术——循环流化床燃烧技术得到广泛应用。循环流化燃烧较为主要的特点是携带大量物料的烟气在经过分离器时,进行气固分离,分离出来的气体进入尾部,依次流经各受热面进行换热后经过净化排入大气,而分离下来的固体物料则通过非机械式的回料阀送回炉膛进行循环燃烧。高浓度的物料在循环燃烧过程中,造成受热面及耐火材料的磨损,严重制约了该炉型长周期经济的运行。通过长时间运行实践,在主动防磨和被动防磨两个方面总结了一些防磨措施,希望对工程实践有所帮助。
二、磨损的概念及危害
磨损:物体工作表面的材料在相对运动中不断发生损耗、转移或产生残余变形的现象。
磨损的主要危害:循环流化床锅炉的磨损主要是受热面磨损和耐火材料磨损两个方面。在受热面的磨损中,不管是汽水侧还是烟风侧的管道磨损,都会使受热管道产生热应力变化、受热不均匀的现象,从而造成受热面爆管、泄露,甚至导致锅炉停炉;耐火材料磨损将导致耐火层脱落、漏风增加、受热面磨损更为严重。无论受热面磨损还是耐火材料磨损都将对锅炉的正常、安全、经济运行产生不同程度的影响。
三、受热面磨损及防磨措施
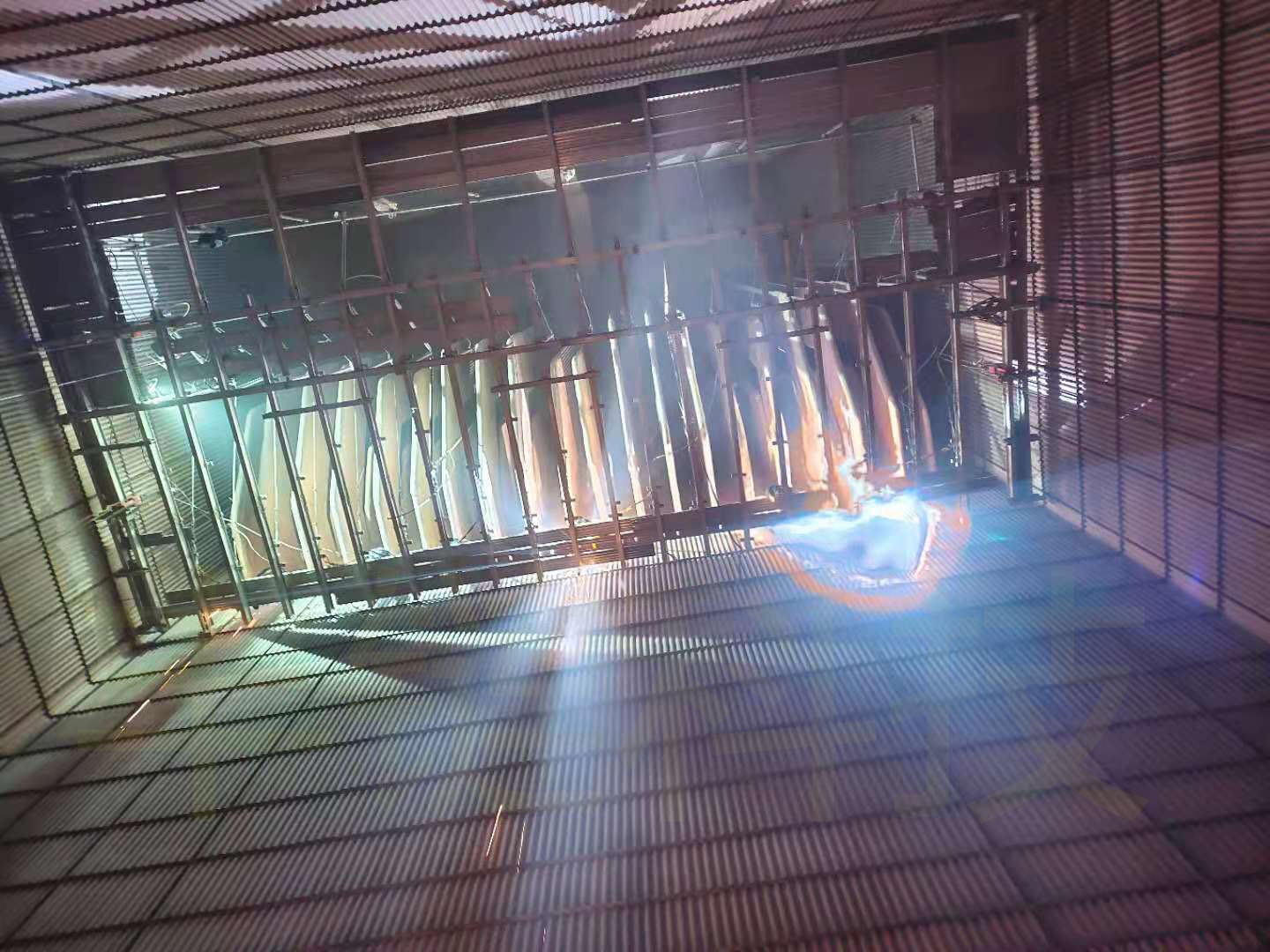
炉膛方面,循环流化床锅炉中气固两相流之间的相对运动很大。炉膛内部的固体颗粒团在随气流向上运动的同时,由于炉膛内部中心区域流化风速高、四壁流化风速低,固体颗粒还将向流化风速低的炉膛四周滑动、聚集,同时沿炉膛膜式壁向下流动,强烈的炉内循环运动从而产生。炉壁的磨损与炉膛内部物料的贴壁回流过程息息相关,贴壁回流的物料在回流过程中,遇到障碍物时,物料颗粒的流动方向将会发生改变,障碍物将会把物料分流到障碍物的两侧,障碍物两侧管材将受到斜冲刷,进而造成磨损;贴壁回流的物料遇到障碍物后受力、反弹,当颗粒被反弹到膜式壁上时,颗粒将会与管壁形成斜冲刷和正撞击现象,从而造成磨损。
工程实践中炉膛的防磨措施:除了设计时选取合理的烟气流速,运行时严格控制入炉煤粒度、燃烧室流化速度等外,还应该在结构上采取让管技术、增设防磨梁、加纵向肋片等主动防磨措施,以及被动的金属喷涂、敷设耐火材料等防磨措施。
3.1 让管技术
主要应用于炉膛密相区上部与膜式壁结合处。让管是通过改变膜式壁的几何形状,使垂直段耐磨耐火材料与上部膜式壁管保持平直,使贴壁回流的物料所产生的旋涡形成于耐火材料区域,从而避免膜式壁的磨损。大量的工程实践表明,利用让管结构可以有效防磨。
3.2 防磨梁技术
在膜式壁的高度方向每隔一定的距离用耐火耐磨材料做成一些凸台,凸台的布置形式为水平或倾斜布置,用来降低物料在贴壁回流过程中的速度和浓度。防磨梁技术安装简单方便,工程实践中多有应用。
3.3 金属喷涂
金属喷涂是在膜式壁管子及鳍片的表面喷涂一种高强度耐磨的金属陶瓷涂层,是一种被动的防磨技术措施。一般在密相区上部膜式壁1~2 m、给煤口正面的膜式壁、炉膛的四角、炉膛顶部等易磨损的部位进行金属喷涂。金属喷涂后,可减缓膜式壁自身的磨损,但随着运行时间的加长,喷涂层本体磨损后会出现喷涂层起皱脱落、造成膜式壁凹凸不平,加剧磨损等现象。同时,在更换喷涂后的膜式壁管子时,管端坡口处的喷涂层必须处理干净,因为金属喷涂层中的Cr、Ni在高温时熔化。当膜式壁管子进行焊接作业时,在高温的焊接环境下,金属喷涂层中的Cr、Ni将会熔化进入焊液,形成脆性裂纹,导致焊接质量变差。
3.4 敷设耐火材料
在膜式壁上敷设一定厚度的耐磨耐火浇注料,以减缓膜式壁的磨损,是一种被动的防磨技术措施。耐火材料的固定方式是靠焊接在膜式壁管上销钉加以固定。多用在锅炉密相区及炉膛出口周围,该方法施工简单,防磨效果好,但浇注料的导热系数小,会使炉膛的换热特性下降,工程中耐火材料的敷设厚度一般在50~70 mm。
过热器、省煤器管子:在过热器、省煤器管系迎风面及弯头处加防磨护瓦来进行防护。为了防止烟气走廊的形成,可在管排中间插上几根水平的不锈钢铁板固定好,强制使管排整齐。
空气预热器管子:立管式空气预热器管子烟气进口处加装防磨套管,同时敷设一定厚度的耐磨浇注料来进行防磨;卧管式空气预热器管子在迎风面加装防磨护瓦来进行防护。
3.5 智能制造耐磨防磨多维整合防磨
为了延长炉膛里竖直布置受热面(水冷屏、过热屏)的使用寿命,一般在竖直布置的受热面管子上设置横向纵向肋片。纵向肋片可规范贴壁回流物料的流场,减缓受热面的磨损,延长受热面寿命。
智能制造耐磨防磨多维融合水冷壁导流板防磨技术特点
理念超前,定制服务
EVI 介入设计,调研每个CFB锅炉工况,根据特定场景设计科学、有效的防磨方案,定制制造,定制施工,在提高防磨效能的前提下延长服役周期。
数学建模,动态仿真
导入CFB锅炉数学建模,动态仿真模拟炉内磨损适应性,依据锅炉运行数据适配防磨施工方案,实时仿真模拟各个时态时的炉内运行状态。
新一代导流板工艺技术
创新的材料成分体系,基于武汉科技大学“耐火材料和冶金国家重点实验室”—武钢联合实验室研发的微合金析出强化的新一代导流板,高温强度提高15~ 20%,耐蚀性提升 50~70%且具有良好的吸热和导热性能为长周期服役提供了材料基础。
精湛的施工焊接技术,缩短施工周期
施工技术人员专业技能培训,十余年流化床锅炉防磨施工经验,各项专业技术证书, 行业领先的高水平焊接、高精度装配技术,可避免炉内重点区域发生部件脱落和非正常磨损而导致局部防磨功能失效,能短时期内高效快捷保质保量的完成施工,炉内施工作业面友好,施工过程中无噪音污染,无粉尘污染,空间需求小,可交叉施工 。
四、耐火材料的磨损及防磨
循环流化床锅炉的受热面在采取一定主动防止磨损措施的同时,还采取被动防磨措施,即在易磨损部位的受热面上敷设一定厚度的耐火材料,以减缓受热面的磨损。耐火材料还有保温隔热、密封的作用。
因耐火材料与金属件的膨胀系数不同,随着炉内温度的循环波动将会出现耐火材料产生裂缝与剥落的现象。同时,炉内大量的固体物料对耐火材料的冲刷,也将会对耐火材料产生一定的破坏。耐火材料的施工方式、养护、烘炉等也将影响耐火材料的使用寿命。因此,要合理选择耐磨材料,注重施工质量,合理运行操作和维护,以减缓耐火材料的磨损。
五、关于运行中的防磨
锅炉在设计、制造、安装、筑炉、烘炉完成后,锅炉受热面及浇注料的磨损与运行过程息息相关。理论及实践表明,磨损与时间、飞灰粒径、流速、飞灰浓度存在一定的关系,即:T=Cη2μω3τ.
公式中:T为磨损量,g/m2;τ为时间,h;η为飞灰撞击率,与飞灰浓度、飞灰颗粒直径、烟气流的粘性、烟气流速以及管子的直径有关,飞灰颗粒大小及其分布特性与煤的燃烧特性、细度、燃烧方式以及燃烧条件有关;μ为烟气中飞灰质量浓度,g/m3;ω为飞灰颗粒的流速,可近似地取用等于烟气流速,m/s;C为比例常数,代表了飞灰颗粒的磨损特性,与煤种有关。
由此可见,在运行中要降低烟气流速、降低烟气中的灰浓度、降低炉膛差压、降低入炉燃料的粒径,以减轻受热面及浇注料的磨损。
5.1 降低烟气流速
循环流化床锅炉燃料燃烧所需风量由一次风和二次风组成。一次风为燃料燃烧提供氧气的同时,较为主要的作用是为流化床床料提供流化风;二次风为助燃风,为燃料充分燃烧提供氧气。一次风量对流化质量、循环物料量、循环物料粒径、床温、NOX的生成有重大影响。一次风量过低会导致流化不良造成床温过高甚至炉膛结焦等严重后果,影响锅炉安全运行;一次风量过高会导致循环物料量增加、循环物料粒径加大、烟气流速增加、NOX浓度增加,将加速受热面及浇注料磨损、NOX减排治理难度加大,影响锅炉经济运行。因此,在运行中应合理配风。
5.2 降低灰浓度
循环灰浓度是衡量循环物料量的指标,是影响炉内传热、床温、蒸发量、蒸汽温度的重要参数,同时对磨损也有很大影响。循环灰浓度高,炉内传热好、床温高、带负荷能力强、蒸汽温度高,循环灰浓度低,磨损减轻。运行中,应合理控制循环灰量。
5.3 降低炉膛差压
炉膛差压是衡量炉膛内部床料量的指标,差压高、床料多、燃烧稳定、炉膛各部温度均匀、底渣可燃物少;差压过低可能导致炉膛下部床温偏高、底渣可燃物偏多、经济性差。
5.4 降低燃煤粒径
燃煤粒径粗,为了确保床层流化,需增大一次风量,从而增加烟气流速。另外,在锅炉启停过程中,应限制温升或降温速度,防止产生过大热应力。
六、结束语
循环流化床锅炉自身的物料循环燃烧特点,不可避免地对受热面及耐火材料造成磨损,我们在设计、制造、安装、筑炉、烘炉及运行各环节,采取合理有效的防磨措施以减缓受热面及浇注料的磨损,从而可提高锅炉运行的可靠性和经济性。